Engineered for reliability in high-pressure and high-temperature environments.
The global high flow valve market is undergoing a seismic shift towards automated, low-emission, and energy-efficient designs. As industries pivot toward Industry 4.0, the demand for precision-engineered components that minimize pressure drop and maximize flow efficiency (Cv) has reached an all-time high. Our manufacturing process integrates these requirements to ensure peak performance in severe service applications.
With decades of specialization, Hubei RPZ Valve Co., Ltd. exemplifies Experience, Expertise, Authoritativeness, and Trustworthiness. We don't just manufacture; we consult on fluid dynamics challenges. Adhering to API 6D and ISO 9001 standards, our products are the backbone of safety-critical systems in Oil & Gas and Chemical processing.
Information gain in the valve industry comes from superior metallurgy. From corrosion-resistant AISI 304/316L to advanced Si3N4 and Al2O3 ceramics, our material science team optimizes surface hardness and thermal stability. This ensures that every high flow valve ball can withstand abrasive media and corrosive environments without compromising integrity.
Established in 2000, Hubei RPZ Valve Co., Ltd. is a leading manufacturer and exporter specializing in the design, development, and production of high-quality OEM & ODM metal products. With over 20 years of experience in production and international trade, we have established a solid reputation for delivering precision-engineered valve components and other metal products.
Our product range includes a variety of valves, valve balls, valve stems, disk springs, bonnets, and more. While valve balls are our core offering, we are also capable of producing a wide array of other metal products tailored to the specific needs of our clients. We pride ourselves on our flexibility and commitment to providing customized solutions based on customer requirements.

Why global industry leaders choose RPZ as their strategic partner.
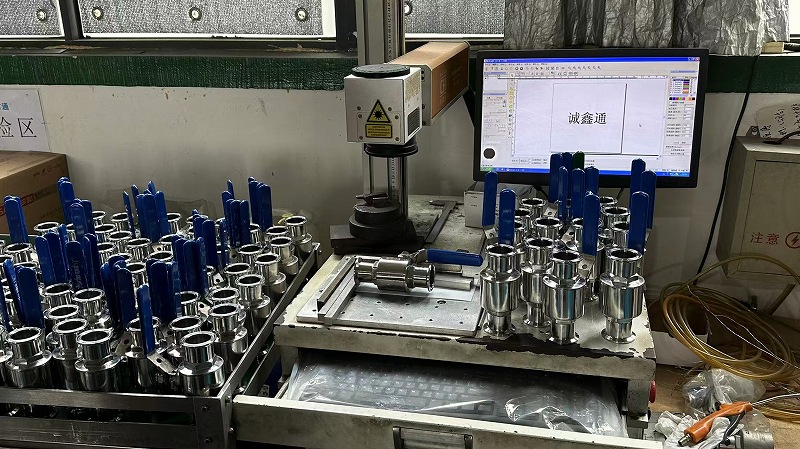
At Hubei RPZ Valve Co., Ltd., we operate our own affiliated factories that are equipped with cutting-edge machinery and technologies. Our facilities are capable of producing a wide range of precision valve components with superior consistency. We have invested heavily in enhancing our manufacturing capabilities to meet the evolving demands of the global market.
Leveraging the world's most robust manufacturing ecosystem, we provide unparalleled speed-to-market. Our localization in Hubei allows us to source premium raw materials and specialized alloys with short lead times, ensuring that your large-scale industrial projects remain on schedule and within budget.
Our team consists of experienced engineers and skilled technicians who collaborate to deliver products of the highest standard. We specialize in the design and manufacture of valve balls and other critical components, ensuring each product meets the highest technical specifications and customer expectations.

Integration of IoT and real-time monitoring in our CNC lines. We are moving toward "Digital Twin" production models where every valve ball's tolerance is tracked and logged for lifecycle traceability.
Adopting green manufacturing processes to reduce carbon footprint. Our future roadmap includes the use of recycled alloys and low-emission furnace technologies to meet global ESG standards.
Developing valve components with embedded sensors for predictive maintenance, allowing our clients to anticipate wear before failure, especially in high flow industrial water treatment.
A look inside our 15-step quality-controlled production line.














Supporting critical infrastructure around the world.
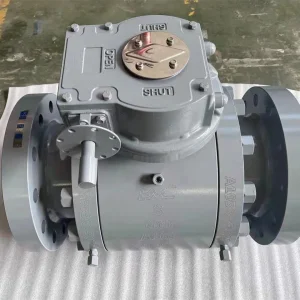
In the Middle East and North Sea, our API 6D trunnion-mounted ball valves manage high-pressure crude flow with zero leakage, even in sour gas environments containing H2S.
For European chemical giants, our 304/316L stainless and ceramic lined valves offer unparalleled resistance to acids and alkalis, ensuring long-term operational safety.
Our bronze and hollow float balls are essential for seawater desalination plants in Southeast Asia and Australia, providing corrosion-proof buoyancy and flow control.
We adhere to a stringent quality management system at every stage of production to guarantee total customer satisfaction. All our products comply with international quality standards, including ISO and API certifications. We conduct rigorous testing—including ultrasonic testing, hydrostatic testing, and spectral analysis—to ensure that each product meets performance, durability, and safety requirements, whether for oil, electricity, medical, chemical, or water treatment industries.
Custom Solutions & Client Relationships: At Hubei RPZ Valve Co., Ltd., we believe in forging strong, long-term relationships with our clients. Whether you are looking for standard products or customized solutions, we are ready to work closely with you to meet your specific needs.
High flow valve balls are designed to minimize internal turbulence and friction. This results in a higher flow coefficient (Cv), which allows for smaller pump sizes and significant energy savings over the lifecycle of a fluid system.
Yes, all our shipments include MTC (Material Test Certificates) according to EN 10204 3.1 or 3.2. We ensure full traceability from the raw metal ingot to the finished valve component.
Absolutely. Over 60% of our production is dedicated to OEM/ODM custom metal products. We work directly with your engineering team to produce components that meet your proprietary specifications.
Depending on material availability and complexity, typical lead times range from 4 to 8 weeks. Our efficient supply chain management in China allows us to expedite urgent requirements without sacrificing quality.
Explore our complete range of high-performance valve components.
If you are interested in any of our products or would like to discuss a custom order, please do not hesitate to contact us. We welcome the opportunity to form successful business relationships with new clients and partners around the world. We look forward to helping you achieve success through our high-quality products and exceptional customer service.