In the modern industrial era, inline valves serve as the critical "gatekeepers" of fluid control systems. From the high-pressure demands of the oil and gas sector to the precision requirements of chemical processing and water treatment plants, the efficiency of an entire infrastructure network hinges on the reliability of its valve components. As a premier Inline Valve Supplier & Exporter, Hubei RPZ Valve Co., Ltd. sits at the intersection of metallurgical innovation and mechanical precision.
The global shift towards China as a manufacturing hub for valve components is not merely cost-driven; it is a result of advanced supply chain integration. Our factory utilizes a sophisticated combination of CNC machining, rigorous ultrasonic cleaning, and automated assembly lines. This level of Information Gain for global buyers means reduced lead times, high-grade material consistency, and scalable production capabilities that can handle both specialized OEM small-batch orders and massive industrial requirements.
Established in 2000, Hubei RPZ Valve Co., Ltd. is a leading manufacturer and exporter specializing in the design, development, and production of high-quality OEM & ODM metal products. With over 20 years of experience, we have mastered the art of balancing precision engineering with mass-production efficiency.

State-of-the-Art Facilities: We operate our own affiliated factories equipped with cutting-edge machinery. We have invested heavily in enhancing our manufacturing capabilities to meet the evolving demands of the global market.
Quality Assurance: We adhere to a stringent quality management system, ensuring all products comply with international standards such as ISO and API certifications, vital for the oil, electricity, and medical sectors.










A: With over 20 years of experience, we offer deep vertical integration—from raw material sourcing to final quality inspection. Our E-E-A-T credentials are backed by our consistent adherence to ISO/API global standards.
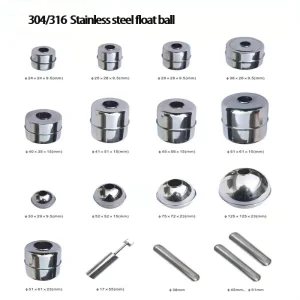
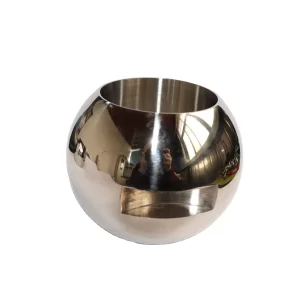
A: Yes, customization is a core part of our business. Our engineering team can work from your blueprints or CAD files to produce specialized valve balls, stems, and valve accessories.
A: We serve a diverse global network, including Oil & Gas, chemical processing, medical device manufacturing, water treatment, and heavy machinery/automotive sectors.
A: We utilize advanced testing equipment, including hardness testers and precise measurement tools, to ensure that every batch meets the required specifications for durability and safety.