Explore our elite selection of industrial trunnion valves, floating assemblies, and calibrated stainless steel component units engineered to optimize layout efficiency.





Modern industrial design is in the midst of a space-efficiency revolution. Across high-demand sectors such as offshore petrochemical extraction, cryogenic gas storage, pharmaceutical bioreactors, and heavy energy generation, engineers are pressured to minimize operational footprints. The solution lies in high-performance, compact design valves. Traditional valve configurations require substantial clearances for operation and maintenance, adding significant weight and structural requirements to pipeline assemblies. Compact design valves reduce volume by up to 40% and overall component mass by up to 35% without sacrificing flow capability or maximum pressure coefficients (Cv).
China has firmly established itself as the global nucleus for the design, forging, and machining of these advanced assemblies. Through heavy capital investment in digital design twins, high-speed multi-axis machining centers, and automated sub-micron finishing processes, Chinese exporters now deliver premium compact valves that conform strictly to international verification criteria including API 6D, ASME B16.34, ISO 15848-1, and EN 12266. This technical maturity allows international commercial networks to source specialized flow control equipment that achieves structural compactness alongside long-term mechanical reliability.
The global industrial valve market is projected to reach USD 95.8 billion by 2028, with compact and modular flow-control systems expanding at a CAGR of 6.2%. The transition toward skid-mounted modular processing units in chemical and water purification sectors is the primary driver of this demand spike.
"Reducing pipeline physical footprint is no longer merely a preference—it is a critical prerequisite for lowering infrastructure capital expenditure."
Established in 2000, Hubei RPZ Valve Co., Ltd. represents over two decades of technical evolution, offering specialized valve design and manufacturing to clients globally.
Founded at the dawn of the millennium, Hubei RPZ Valve Co., Ltd. has evolved into a premier developer, manufacturer, and exporter specializing in high-performance OEM & ODM metal products. Our core technical capability lies in the custom manufacturing of valve components, high-tolerance valve balls, structural valve stems, tension disk springs, and heavy-duty bonnets.
Our operation is designed around manufacturing flexibility. We understand that customized systems require parts machined to non-standard tolerances. We operate a highly responsive custom engineering workflow that turns client CAD models into physical prototypes using optimized casting, forging, and machining processes.
At Hubei RPZ Valve Co., Ltd., we control our entire output path through owned and affiliated production plants. Our processing facilities are equipped with state-of-the-art multi-axis CNC lathes, high-precision surface grinders, automatic polishing setups, and ultrasonic sanitization baths. Our continued investment in factory automation ensures that high-volume production runs show minimal deviation, keeping product dimensions within micron-level tolerances across thousands of units.
We work within a strict quality assurance system that covers the entire manufacturing sequence, from testing raw material alloys to final hydrostatic pressure diagnostics. Our testing labs are fully equipped to run non-destructive testing (NDT), chemical analysis, and hardness tests to ensure compliance with strict international codes. Our quality management system matches ISO 9001 requirements, and our products satisfy the performance and safety metrics defined by CE and API standards.

Every valve component goes through a detailed, monitored manufacturing workflow to ensure structural integrity and tight dimensional tolerances.

Sourcing certified alloys with complete material test reports (MTRs) to verify chemical compositions.

Slicing metal stock into precise billets using heavy-duty, high-precision bandsaws.

Initial machining steps to shape the parts before fine-tolerance finishing work begins.

Removing machining oils, particulates, and micro-shavings with high-frequency sonic baths.

Assembling internal and external valve parts under clean, controlled plant conditions.

Safe, climate-controlled warehousing of completed components and finished assemblies.

High-efficiency material sectioning using automated industrial metal sawing units.

Precision rotational machining used to shape external profiles and seal paths.

Automated, program-driven machining to achieve high repeatability across parts.

Multi-axis CNC milling and drilling to cut complex internal geometries and valve ports.

Cutting critical mounting holes and internal passages with automated drilling equipment.

Specialized joining of electrical components and sensor housings to actuated valves.

Ultra-fine polishing to achieve a smooth finish, reducing friction on moving parts.

Automated and semi-automated workstations to compile and calibrate completed valves.

Final ultrasonic bath to clean off residual compound traces before quality testing.
Etching production batches, heat codes, sizes, and ratings directly onto the valve body.

Engineering procurement managers look for several key factors when choosing compact valves. The focus is on reducing physical weight, extending maintenance cycles, and ensuring compatibility with automated systems. Space limits on offshore production platforms and modular refineries require compact valves to save space. By using smaller, highly reliable valves, engineers can build more compact piping skids, reducing structural steel requirements and cutting freight costs.
We supply flow solutions to key industrial sectors. In oil and gas extraction, our valves handle high pressure and resist abrasive media. In chemical processing plants, our corrosion-resistant 316L and duplex stainless steel valves provide reliable fluid isolation. We also support municipal and industrial water treatment installations by supplying reliable, low-maintenance valves that operate efficiently over long service lives.
Modern plants rely on automated control networks. Our compact trunnion and floating ball valves are built with standard ISO 5211 mounting pads, allowing direct integration with pneumatic, electric, or hydraulic actuators. This direct-mount setup removes the need for bulky coupling brackets, keeping the overall valve profile clean and space-efficient.
We focus on continuous research and development, developing new materials and structural changes to meet the demands of modern industrial systems.
In high-friction and abrasive environments, standard metals can wear prematurely. Hubei RPZ Valve Co., Ltd. uses advanced surface coatings like High-Velocity Oxygen Fuel (HVOF) thermal spraying, chrome carbide deposition, and satellite hard-facing. These techniques produce a hard surface layer that resists abrasive wear, keeping seals tight even in dirty fluids.
Environmental standards demand low-emission pipeline components. Our compact valves feature live-loaded packing designs with chevron-shaped PTFE or graphite rings. These systems maintain seal pressure, preventing fugitive emissions and keeping operations compliant with international clean-air standards.
We are engineering valves to integrate with IoT sensor setups. By adding pressure, temperature, and leakage sensors directly into the valve body, operators can track valve health in real time. This information enables predictive maintenance schedules, helping avoid unplanned system downtime.
Sourcing valves globally requires assurance of material quality and performance standards. Hubei RPZ Valve Co., Ltd. provides comprehensive documentation with every delivery. All shipments include certified Mill Test Reports (MTRs) to DIN EN 10204 3.1, showing chemical and physical material properties.
Our products comply with NACE MR0175/ISO 15156 standards for sour gas environments, making them suitable for demanding oil and gas operations. Additionally, our fire-tested valve configurations meet the performance metrics defined by API 607 and API 6FA, ensuring reliable pressure containment during thermal emergencies.
Every testing step is documented and compiled into a quality report provided to the customer before shipment.
Detailed answers to common engineering, material selection, and procurement questions regarding compact design valves.
Compact design valves reduce physical volume and overall weight, making them well-suited for space-limited applications. This weight reduction lowers installation costs and decreases structural load limits on piping systems without compromising flow rates or pressure capability.
For corrosive conditions, we recommend using stainless steel alloys like 316/316L, duplex stainless steels (such as 2205), or super duplex alloys (like 2507). These metals provide strong resistance to chloride pitting, stress corrosion cracking, and acid attack.
We maintain compliance by selecting traceable raw materials, following documented machining processes, and conducting hydrostatic and pneumatic tests as specified by API 6D guidelines. Every production run is documented and certified.
Yes. We supply valves manufactured with low-temperature materials, such as ASTM A352 LCC/LCB steel or ASTM A351 CF8M. These valves can be fitted with extended bonnets to keep the stem packing away from freezing temperatures.
Trunnion-mounted ball valves use mechanical upper and lower pivots to hold the ball in place, reducing operating torque at higher pressures. Floating ball valves rely on downstream line pressure to push the ball against the seat, which is effective for lower pressure ranges.
Lead times depend on the design complexity and quantities needed. Standard custom orders typically take 30 to 45 days, which includes material sourcing, precision machining, assembly, and testing.
Yes. We supply fire-safe configurations certified to API 607 or API 6FA standards. These designs incorporate secondary metal-to-metal seating to contain pressure if the primary soft seals are damaged by high heat.
We check surface hardness using calibrated Rockwell or Vickers testing equipment. This step confirms that hard coatings like HVOF or chrome plating meet our specified wear resistance ratings.
Yes. Our valves feature mounting flanges built to ISO 5211 standards, allowing direct connection to pneumatic or electric actuators. This setup simplifies automation and reduces the overall envelope size.
We provide complete documentation packages with every shipment, including material test certificates to EN 10204 3.1, hydrostatic test reports, painting inspection records, and user manuals.
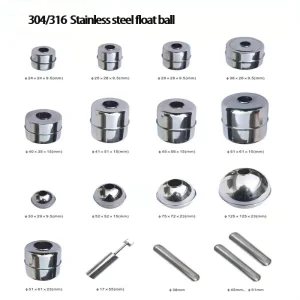
Browse our selection of specialized stainless steel balls, manual control valves, and high-tolerance bearings designed for industrial equipment.
Whether you require custom drawings for OEM applications, API certifications, or a quote for high-volume supply, our engineers are available to review your design specifications.
Submit Technical RFP