Engineered for extreme Australian environments, from the Outback to the Port of Brisbane.
Australia’s industrial landscape is undergoing a massive transformation. As a primary global exporter of iron ore, coal, and LNG, the demand for high-performance valve components in Western Australia (WA) and Queensland (QLD) has never been higher. Hollow valve balls have emerged as a critical innovation for Australian engineers looking to reduce maintenance costs and improve operational efficiency.
In the harsh environments of the Australian outback or offshore drilling rigs in the Bass Strait, traditional solid valve balls often face challenges related to weight and torque requirements. Our hollow valve balls are specifically designed to offer significant weight reduction (up to 40% compared to solid alternatives) while maintaining the structural integrity required for high-pressure applications. This leads to less wear and tear on actuators, extending the lifespan of the entire valve assembly in remote Australian mining sites where downtime costs thousands of dollars per hour.
Years Experience
Global Standards
Custom Projects
Support Access
Established in 2000, Hubei RPZ Valve Co., Ltd. is a leading manufacturer and exporter specializing in the design, development, and production of high-quality OEM & ODM metal products. With over 20 years of experience in production and international trade, we have established a solid reputation for delivering precision-engineered valve components and other metal products across Oceania and the globe.
Our product range includes a variety of valves, valve balls, valve stems, disk springs, bonnets, and more. While valve balls are our core offering, we are also capable of producing a wide array of other metal products tailored to the specific needs of our Australian clients. We pride ourselves on our flexibility and commitment to providing customized solutions based on customer requirements.

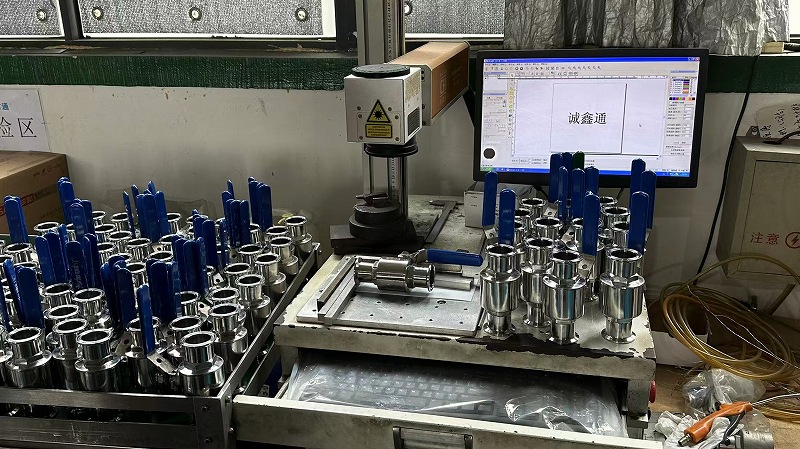
At Hubei RPZ Valve Co., Ltd., we operate our own affiliated factories equipped with cutting-edge machinery and technologies. We have invested heavily in enhancing our manufacturing capabilities to meet the evolving demands of the Australian market, including CNC precision grinding and ultrasonic cleaning.
Our team consists of experienced engineers, skilled technicians, and dedicated workers who collaborate to deliver products of the highest standard. Our engineers specialize in the design and manufacture of valve balls and other critical components, ensuring that each product meets the highest technical specifications.
We adhere to a stringent quality management system at every stage of production. All our products comply with international quality standards, including ISO and API certifications. We conduct rigorous testing for performance, durability, and safety, specifically for oil, medical, chemical, and water treatment industries.
















Browse our catalog of high-precision components shipped directly to Melbourne, Sydney, Perth, and Brisbane.
If you are interested in any of our products or would like to discuss a custom order for your Australian project, please do not hesitate to contact us. We welcome the opportunity to form successful business relationships with new clients and partners across the Tasman and beyond.
Send Inquiry Now