Explore our premium product portfolio designed for extreme pressures, corrosive media, and structural stability.








A strategic analysis of critical flow control systems, performance parameters, and standardizations in modern industrial processes.
In the contemporary landscape of processing technology, precision valves constitute the foundational architecture of flow safety and efficiency. Modern critical systems demand seal surfaces finished to micro-inch levels and structural components capable of bearing extreme cyclical pressures. The rise of automation, combined with a universal drive to cut industrial carbon outputs, has turned traditional passive valves into highly engineered, zero-emission flow systems.
Critical failure in industries like petrochemical handling or semiconductor manufacture can cause catastrophic losses. Thus, valve balls and internals must maintain perfect geometric roundness. Even fractional micro-deviations can result in turbulent flow, accelerated seat erosion, and eventual mechanical seizure. In response to these strict requirements, advanced manufacturers are utilizing state-of-the-art forging techniques, CNC machining, and automated sonic cleaning. This ensures that every sphere, stem, and spring operates seamlessly under harsh conditions.
A key focus for modern engineers is the development of materials that resist degradation under high mechanical load and chemical exposure. Selecting the correct materials—whether premium polymers like Polypropylene (PP), specialized elastomer cores, or high-performance alloys like Monel 400 and K500—is essential. These decisions prevent costly corrosion and seal failure, helping companies maintain continuous operation and lower their overall cost of ownership.
Established in 2000, Hubei RPZ Valve Co., Ltd. is a leading manufacturer and exporter specializing in the design, development, and production of high-quality OEM & ODM metal products. With over 20 years of experience in production and international trade, we have established a solid reputation for delivering precision-engineered valve components and other metal products.
Our product range includes a variety of valves, valve balls, valve stems, disk springs, bonnets, and more. While valve balls are our core offering, we are also capable of producing a wide array of other metal products tailored to the specific needs of our clients. We pride ourselves on our flexibility and commitment to providing customized solutions based on customer requirements.
By blending traditional craftsmanship with CNC technology, Hubei RPZ ensures that every batch meets the exact tolerances required by international buyers. We continue to invest in tooling, manufacturing, and QA methodologies to keep pace with changing market dynamics.

Why industrial procurement departments worldwide rely on Hubei RPZ Valve Co., Ltd. for their flow control needs.
We operate our own affiliated factories equipped with cutting-edge machinery. Over the years, we have invested heavily in enhancing our manufacturing capabilities to meet the evolving demands of the global market. Our facilities are capable of producing a wide range of precision valve components with superior consistency and quality.
Our team consists of experienced engineers, skilled technicians, and dedicated workers who collaborate to deliver products of the highest standard. Our engineers specialize in the design and manufacture of valve balls and other critical components, ensuring that each product meets the highest technical specifications and customer expectations.
We adhere to a stringent quality management system at every stage of production to guarantee total customer satisfaction. All our products comply with international quality standards, including ISO and API certifications. We conduct rigorous testing to ensure that each product meets performance, durability, and safety requirements.
Standardized manufacturing processes in strict compliance with global safety and pressure piping regulations.
Navigating the complex realities of modern valve supply chains, compliance metrics, and technical requirements.
In today's global market, sourcing managers face challenges beyond simple price per unit. The modern procurement framework emphasizes supply chain stability, strict compliance with regional regulations, and verifiable material traceabilities. With strict mandates like the European Union’s CBAM and US clean water standards, sourcing agencies require manufacturers to provide certified documentation for all raw materials.
Additionally, the shift toward just-in-time logistics requires factories to be highly adaptable. A modern valve component partner must offer design support, rapid prototyping, and scalable manufacturing. By providing both standard and custom solutions under one roof, Hubei RPZ Valve Co., Ltd. helps international clients minimize transaction costs and avoid project delays.
Every component is fully traceable. From raw billets to finished, polished spheres, we provide material test reports (MTRs) according to EN 10204 3.1, confirming chemistry, tensile strengths, and impact ratings.
We collaborate directly with your engineering department to convert functional requirements into 3D CAD/CAM models. This ensures rapid tooling and precise final dimensions, matching your exact operational needs.
Tailored flow components built to handle the mechanical, chemical, and thermal demands of major industrial sectors.
High-pressure pipelines require robust, corrosion-resistant valve setups to prevent leaks and handle harsh media.
Reliable components designed to handle chemical agents, minimize friction losses, and ensure structural stability.
Systems engineered to withstand corrosive acids, bases, and volatile organic solvents under varying temperatures.
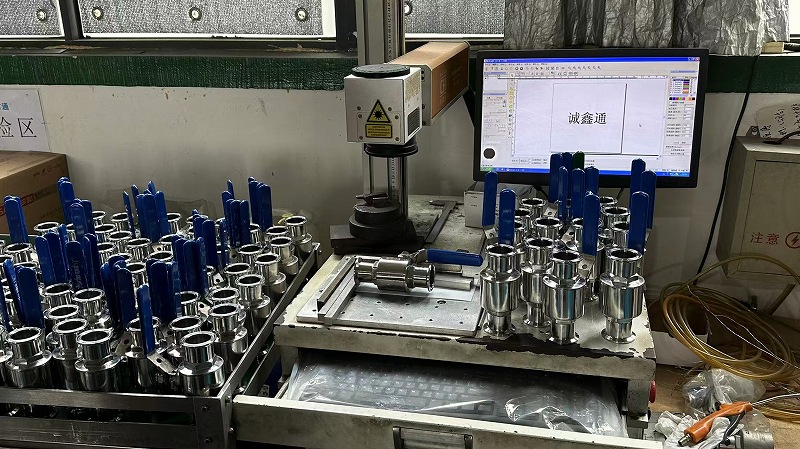
An inside look at our specialized production flow, featuring modern machining, finishing, and quality control systems.















Exploring the next generation of flow control systems, smart valves, and high-performance alloys.
The valve industry is moving toward smarter, more durable materials. Modern systems require components that can withstand extreme pressures and corrosive environments while providing real-time diagnostic feedback. Our engineering team is focusing research on advanced material properties and coating technologies to extend the operational life of valve internals.
Key developments include the integration of high-performance ceramics like Silicon Carbide (SiC) and advanced nickel-chromium alloys (such as Monel K500 and Inconel). These materials allow valves to operate reliably in highly abrasive slurries and aggressive chemical lines. Additionally, we are optimizing our production workflows with predictive CNC paths, automated polishing steps, and laser markings to ensure consistent quality and traceabilities for every component.
Expert answers to common engineering, procurement, and design questions about precision valve components.
Review our specialized bearings, level controls, and high-durability alloy accessories for chemical and hydraulic systems.








Discuss your raw material needs, dimensional tolerances, and bulk pricing with our experienced technical engineering group.
If you are interested in any of our products or would like to discuss a custom order, please do not hesitate to contact us. We welcome the opportunity to form successful business relationships with new clients and partners around the world. We look forward to helping you achieve success through our high-quality products and exceptional customer service.
