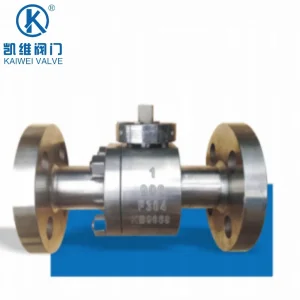
The global floating valve market has witnessed exponential growth over the last decade, driven by the rapid expansion of the oil and gas, chemical processing, and water management sectors. In the modern industrial landscape, floating valves are essential components used to control fluid flow by utilizing a "floating" ball that is pushed by the upstream pressure against the downstream seat to create a tight seal. This mechanism is prized for its simplicity, efficiency, and cost-effectiveness in low to medium-pressure applications.
As industries shift toward automation and smart manufacturing (Industry 4.0), the demand for high-precision Custom OEM Floating Valves has surged. Procurement managers from Europe, North America, and Southeast Asia are increasingly looking for suppliers who can provide not just "off-the-shelf" products, but engineered solutions that can withstand corrosive environments, extreme temperatures, and rigorous safety standards like ISO and API.

Established in 2000, Hubei RPZ Valve Co., Ltd. is a leading manufacturer and exporter specializing in the design, development, and production of high-quality OEM & ODM metal products. With over 20 years of experience in production and international trade, we have established a solid reputation for delivering precision-engineered valve components and other metal products.
Our product range includes a variety of valves, valve balls, valve stems, disk springs, bonnets, and more. While valve balls are our core offering, we are also capable of producing a wide array of other metal products tailored to the specific needs of our clients. We pride ourselves on our flexibility and commitment to providing customized solutions based on customer requirements.
The industry is moving toward high-performance materials like Tungsten Carbide and Duplex Stainless Steel to prolong the lifespan of valves in abrasive mining and chemical slurries. Our R&D team continuously innovates to meet these high-end needs.
Water treatment and desalination projects are growing globally. There is a massive need for localized floating valve applications that prevent backflow and ensure zero-leakage in municipal water systems across the Middle East and Africa.
Global enterprises are seeking "China Plus One" strategies but still rely heavily on China’s mature valve supply chain. As a factory in Hubei, we offer the perfect balance of cost-efficiency and logistics reliability.
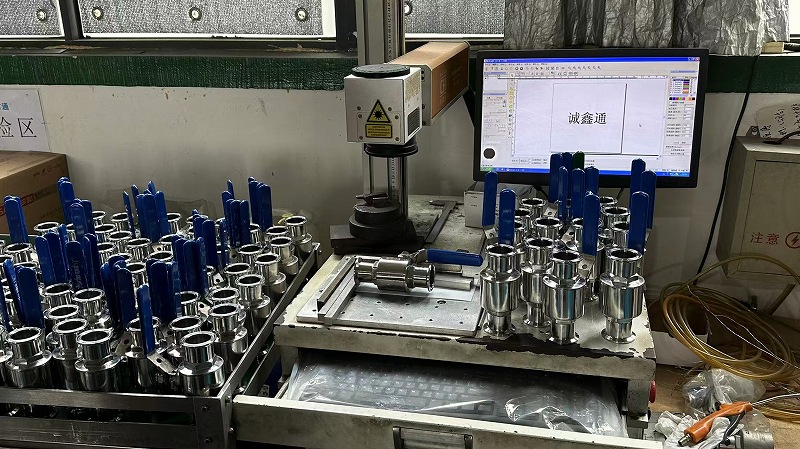
At Hubei RPZ Valve Co., Ltd., we operate our own affiliated factories equipped with cutting-edge machinery. Our engineers specialize in precision manufacturing to ensure every component meets the highest technical specifications.















Quality Assurance & Global Standards Compliance: We adhere to a stringent quality management system at every stage of production to guarantee total customer satisfaction. All our products comply with international quality standards, including ISO and API certifications. We conduct rigorous testing to ensure that each product meets performance, durability, and safety requirements.

Our team consists of experienced engineers and skilled technicians who collaborate to deliver products of the highest standard. Our engineers specialize in the design and manufacture of valve balls and other critical components, ensuring that each product meets the highest technical specifications.
Our products serve the oil & gas industry, electricity generation, medical devices, chemical processing, water treatment, and more. Thanks to our focus on high-quality production, we have built a global sales network spanning multiple regions.
If you are interested in any of our products or would like to discuss a custom order, please do not hesitate to contact us. We welcome the opportunity to form successful business relationships with new clients and partners around the world. We look forward to helping you achieve success through our high-quality products and exceptional customer service.
GET A QUOTE NOW