In the modern era of industrial automation, the role of sanitary valves has shifted from simple flow control components to critical assets in ensuring product safety and process integrity. The global sanitary valve market is witnessing unprecedented growth, driven by tightening regulations in the food, beverage, and pharmaceutical sectors.
As a leading Sanitary Valve Manufacturer, we understand that "Sanitary" implies more than just cleanliness—it represents a commitment to non-contaminating materials, crevice-free designs, and the ability to withstand rigorous CIP (Clean-In-Place) and SIP (Sterilization-In-Place) protocols.

Established in 2000, Hubei RPZ Valve Co., Ltd. is a premier manufacturer and exporter specializing in the design, development, and production of high-quality OEM & ODM metal products. With over 20 years of experience in production and international trade, we have built a solid reputation for delivering precision-engineered valve components and specialized metal solutions.
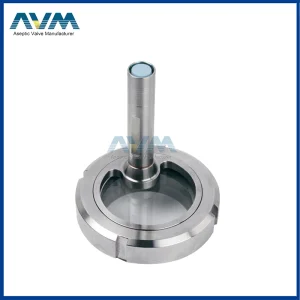
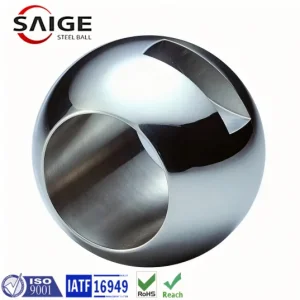
Our core product range includes a comprehensive variety of valves, valve balls, valve stems, disk springs, and bonnets. While high-precision valve balls remain our core offering, we possess the technical flexibility to produce a wide array of metal products tailored to the specific needs of our global clients.
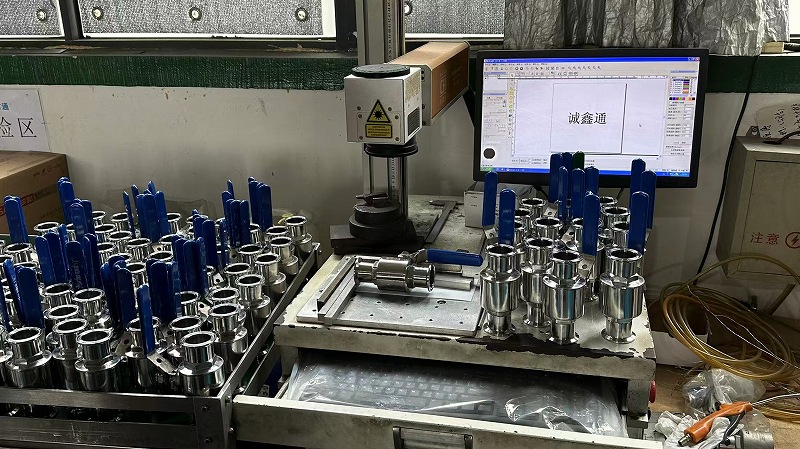
We operate affiliated factories equipped with cutting-edge machinery. Our heavy investments in manufacturing technology allow us to meet the evolving demands of the global market with superior consistency and quality.
Our team consists of experienced engineers and technicians who collaborate to deliver products of the highest standard, ensuring every component meets rigorous technical specifications.
Compliance with international standards (ISO and API) is at the heart of our production. We conduct rigorous testing for performance, durability, and safety across all industries.
The demand for high-grade stainless steel valves (SS304, SS316L) is surging in regions like Europe, North America, and Southeast Asia. Modern procurement managers are no longer just looking for a "supplier"; they are looking for a manufacturing partner who can provide:
With the rise of FDA and 3A standards, manufacturers must provide full material traceability reports (MTR) to ensure safety in food and medical applications.
The industry is moving toward smart valves equipped with sensors and actuators for real-time monitoring and IoT integration.
Energy-efficient valve designs that reduce fluid loss and optimize flow are becoming a priority for global eco-friendly industrial initiatives.
Whether it is a dairy farm in New Zealand requiring high-purity butterfly valves, a pharmaceutical plant in Germany needing sterile diaphragm valves, or a chemical refinery in the Middle East requiring anti-corrosion ball valves, Hubei RPZ provides localized engineering solutions that account for regional standards and specific environmental conditions.

As a leading Chinese Sanitary Valve Manufacturer, Hubei RPZ Valve Co., Ltd. offers a unique blend of cost-efficiency and world-class quality. Our strategic location in the industrial heartland provides several key benefits:
Quality is not an accident; it is the result of a disciplined 14-step manufacturing process. Every sanitary valve component at Hubei RPZ undergoes these stages:













If you are interested in any of our products or would like to discuss a custom order, please do not hesitate to contact us. We welcome the opportunity to form successful business relationships with new clients and partners around the world. We look forward to helping you achieve success through our high-quality products and exceptional customer service.