The global Industrial Safety Valve market is currently undergoing a significant transformation. As industries move towards greater automation and stricter environmental regulations, the demand for precision-engineered pressure relief solutions has never been higher. From the sprawling oil refineries in the Middle East to advanced pharmaceutical labs in Europe, safety valves serve as the ultimate failsafe against catastrophic overpressure events.
The industry is projected to grow substantially as "Smart Valves" equipped with IoT sensors become the standard. Real-time monitoring of valve health and pressure fluctuations allows for predictive maintenance, reducing downtime and enhancing site safety across global industrial complexes.
With the global shift towards green hydrogen and renewable energy, safety valves are being re-engineered to handle the unique properties of hydrogen. This includes preventing embrittlement and ensuring zero-leakage in high-pressure storage and transport systems.
Procurement teams now prioritize API 526, ASME Section VIII, and ISO 4126 certifications. A "Custom OEM Safety Valve Factory" must not only produce hardware but also provide comprehensive documentation and testing proof to satisfy international safety audits.
Established in 2000, Hubei RPZ Valve Co., Ltd. is a leading manufacturer and exporter specializing in the design, development, and production of high-quality OEM & ODM metal products. With over 20 years of experience in production and international trade, we have established a solid reputation for delivering precision-engineered valve components and other metal products.

Our product range includes a variety of valves, valve balls, valve stems, disk springs, bonnets, and more. While valve balls are our core offering, we are also capable of producing a wide array of other metal products tailored to the specific needs of our clients. We pride ourselves on our flexibility and commitment to providing customized solutions based on customer requirements.
Years of Experience
API/ISO Compliance
Countries Exported
Custom OEM Projects
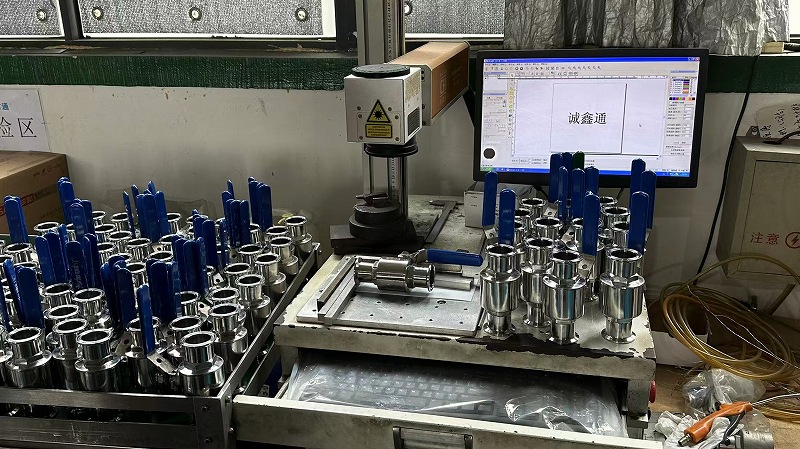
At Hubei RPZ Valve Co., Ltd., we operate our own affiliated factories that are equipped with cutting-edge machinery and technologies. Our facilities are capable of producing a wide range of precision valve components with superior consistency and quality.
Our team consists of experienced engineers, skilled technicians, and dedicated workers who collaborate to deliver products of the highest standard. We specialize in the design and manufacture of valve balls and critical safety components.
We adhere to a stringent quality management system (ISO and API certifications). We conduct rigorous testing to ensure performance, durability, and safety requirements across all industries.
Serving oil & gas, electricity generation, medical devices, chemical processing, water treatment, and more. Our global sales network ensures localized support and rapid delivery.

Safety valves are not one-size-fits-all. Depending on the geographical location and specific industry, the requirements for a "Custom OEM Safety Valve" change dramatically. As a global supplier, we tailor our products to meet these diverse needs:
In regions like North America and the Middle East, our anti-corrosion forged flange ball valves are used in harsh offshore environments where high salinity and pressure demand premium tungsten carbide coatings and F2 forged alloys.
European and Asian pharmaceutical plants require Stainless Steel 316L floating ball valves. These must offer ultra-clean surfaces and zero contamination risks, often requiring ultrasonic cleaning and laser engraving for traceability.
For municipal water projects, cost-effective 304 Stainless Steel hollow balls and three-way valves are the preferred choice, balancing longevity with budget requirements for large-scale public utilities.















Choosing a Chinese Safety Valve Factory like Hubei RPZ offers distinct strategic advantages for international procurement officers and engineering firms:
Through vertically integrated supply chains and local raw material sourcing, we offer competitive pricing without compromising on the metallurgical integrity required for safety valves.
Our agile manufacturing process allows us to move from CAD designs to physical prototypes faster than many Western competitors, helping your projects stay ahead of schedule.
Whether it's a specific alloy for cryogenic use or a unique trunnion mounting configuration, our factories are designed for high-mix, low-volume custom production alongside mass-market orders.
At Hubei RPZ Valve Co., Ltd., we believe in forging strong, long-term relationships with our clients. Whether you are looking for standard products or customized solutions, we are ready to work closely with you to meet your specific needs. Our dedicated customer support team is available to assist with technical inquiries, order placement, and any other needs that may arise.
If you are interested in any of our products or would like to discuss a custom order, please do not hesitate to contact us. We welcome the opportunity to form successful business relationships with new clients and partners around the world.