In the modern industrial ecosystem, check valves (non-return valves) serve as the unsung heroes of fluid control. From massive oil pipelines in the Middle East to precision medical equipment in Europe, the global demand for reliable backflow prevention is at an all-time high. Manufacturers like Hubei RPZ Valve Co., Ltd. are at the forefront, bridging the gap between mechanical durability and technological precision.
The industry is shifting toward "Smart Valves" and high-alloy materials. With the rise of Industry 4.0, global procurement teams now seek components that offer not just longevity, but also compatibility with automated monitoring systems. This trend has fueled a surge in demand for specialized valve balls and stems that can withstand extreme pressure and corrosive environments.
Supply chain resilience has become the top priority for international buyers. Procurement managers from the US, UAE, and Southeast Asia are moving away from purely price-driven decisions to focus on E-E-A-T factors: Experience of the factory, Technical Expertise, and Authority in international standards (API, ISO). This is where Chinese manufacturing clusters, particularly in Hubei, provide a competitive edge through integrated logistics and technical mastery.
Established in 2000, Hubei RPZ Valve Co., Ltd. is a leading manufacturer specializing in the design and production of high-quality OEM & ODM metal products. With over 20 years of international trade experience, we have built a solid reputation for delivering precision-engineered valve components.
We operate our own affiliated factories equipped with cutting-edge machinery. We have invested heavily in enhancing our manufacturing capabilities to meet evolving global demands, ensuring consistency across every batch.
Our team consists of experienced engineers and skilled technicians who collaborate to deliver products of the highest standard, specializing in valve balls and critical internal components.
All products adhere to international quality standards including ISO and API. Rigorous testing ensures performance, durability, and safety for oil, medical, and water treatment industries.

Raw Material

Cutting

CNC Machining

Sonic Cleaning

Precision Assembly

Warehouse

Saw Machine

Lathe Work

CNC Center

Drilling
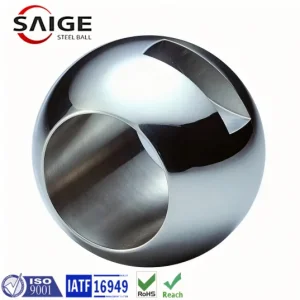
In high-pressure trunnion mounted systems, our valve balls provide zero-leakage performance. Essential for downstream refineries where safety and anti-static features are non-negotiable.
Utilizing anti-corrosion forged materials (F2 flange), our valves handle aggressive chemical media and municipal water flow, preventing backflow contamination in urban infrastructure.
Our stainless steel mini floating ball valves are designed for ultra-clean environments, offering precise control in medical devices where sterilization and material purity are paramount.

The role of a check valve manufacturer goes beyond simple assembly; it is about mastering the physics of fluid dynamics. As global industries push toward carbon neutrality and higher efficiency, the "one-way" reliability of check valves becomes critical in preventing energy loss and system damage. At Hubei RPZ, we understand that a single failure in a check valve component can lead to catastrophic system downtime. This is why our R&D focus remains on the surface finish of valve balls and the fatigue resistance of stems.
The industrial trend toward automation has led to the integration of sensors within valve bodies. While we specialize in the mechanical core—the balls, stems, and bonnets—our products are engineered to provide the tight tolerances required by digital actuators. From ASME B16.34 standards to custom-made mini valves, our production line is a testament to the China Manufacturing 2025 initiative, blending traditional craftsmanship with high-tech CNC precision.
For international buyers, the advantage of sourcing from a factory in Hubei is multifaceted. Hubei serves as a central logistics hub in China, allowing for rapid transit to major ports. Furthermore, our 20-year legacy means we have navigated every possible regulatory landscape, from the stringent environmental requirements of the EU to the performance-heavy demands of North American oilfields. Our flexibility allows us to serve both high-volume standard orders and high-spec custom prototypes, a trait that has secured our position as a top trusted check valve factory globally.
We believe in forging long-term partnerships. When you contact Hubei RPZ, you aren't just talking to a salesperson; you are engaging with a technical support system. We provide full traceability for our raw materials and rigorous ultrasonic cleaning to ensure that every part—no matter how small—is ready for immediate installation in your most critical projects. Contact us today to discuss how our ISO-certified manufacturing can elevate your fluid control infrastructure.